Лист рифленый 4 мм сталь 3 ГОСТ 8568-77 ромб
Рифление на стальных листах получают путем горячей деформации специальными профилированными валками. Эту технологию реализуют двумя маршрутами:
- на станах полистной прокатки с последующей обрезкой с четырех сторон в нужный размер полотна;
- на станах непрерывной прокатки с обрезкой с двух поперечных сторон, тогда как продольные кромки получают в процессе обжима.

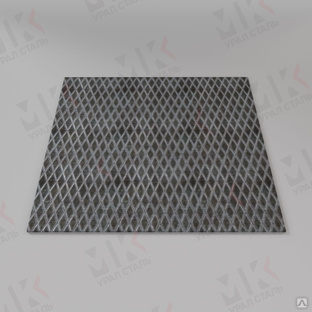
Поверхность рифленого стального листа с отбортовкой
Технические требования к стандартным рифленым листам оговорены ГОСТ 8568-77. Стандарт определяет выпуск продукции высокой и нормальной точности по толщине, а также с нормальной и улучшенной плоскостностью. Поле допуска на толщину сечения расположено симметрично относительно нуля. Предельные отклонения на ширину и длину полотна идут исключительно в плюс и составляют +15..+25 мм.
Рисунок накатывают только с одной стороны. Заготовкой служат горячекатаные листы из сталей обыкновенного качества – Ст0, Ст1, Ст2 и Ст3, всех степеней раскисления (кипящая, полуспокойная и спокойная стали). В редких случаях, если рифленый лист послужит для изготовления теплообменного оборудования, для его производства используют низколегированные марки – 10ХСНД, 09Г2С, 17Г1С и др.
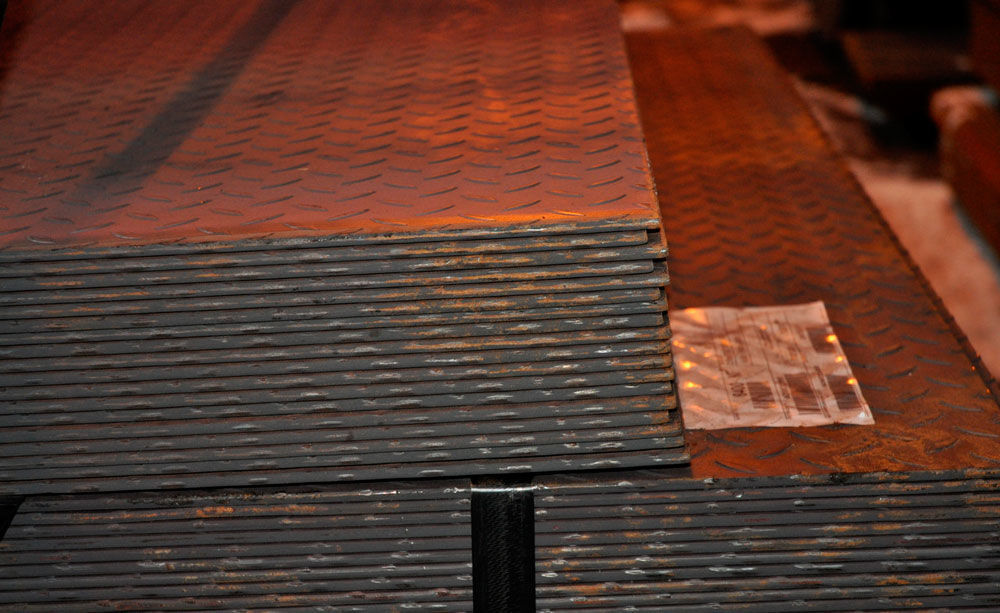
Стопка стальных рифленых листов
Соответствие рифлей заявленному профилю проверяют с помощью специальных шаблонов. Высоту накатанных выступов контролируют как разницу толщин листа.
- Лист рифленый:
- ГОСТ 8568-77
- ромб
- Толщина 4 мм
- Ст3
- горячекатаный
- новый
- в пачках
- Россия
Другие товары от компании УРАЛСТАЛЬ САНКТ-ПЕТЕРБУРГ

пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной
пн-пт 8:00-18:00
Еще время работысб, вс выходной